










This paper presents current methods of electrical test and trend analysis of the operational health of electric motors in the context of successful predictive maintenance programs. The benefits and features of these various types of test equipment and motor testing methodologies are conveyed in the context of motor/machine “systems”, which accounts for conditions that can impact the health of a motor, but can be external to the motor itself. This paper outlines the concepts of static motor testing, or testing on a motor that is not running, as well as dynamic motor monitoring, which involves performing analysis on motors while they are in service, or operating within their application environment. It also covers an emerging type of online dynamic monitoring involving a permanently-installed networked motor analyzer that enables maintenance professionals to monitor motor system conditions from any web-accessible computer.

Technological advances in on-line testing of motors, diagnostics and motor monitoring have increased substantially over the past few years. Voltage and current signature analyses have improved the quality of predictive maintenance (PdM) compared to what RMS current and voltage measurements or power-factor readings have been able to achieve. Signature analysis has emerged from the laboratory stage to become the foundation for modern instrumentation in mainstream industrial maintenance programs. The most advanced method of current signature analysis is torque signal analysis due to the fact it offers multiple advantages. One is the instantaneous torque signature, gained from current and voltage signatures. It
is inherently demodulated, and delivers a very clear signal independent of the line frequency (either 60Hz, or variable in VFD applications). In addition to demodulation, it delivers the clearest mechanical information available on the motor system, since torque production is the primary if not sole reason for the motor’s existence. Both motor and load failures can result in costly outages or reduced production for weeks at a time in a plant environment. The cost of such failures can easily run into millions of dollars. This paper presents three case studies where modern instrumentation averted downtime or reduced output and failure. One case study is based on findings of a coal-fired power plant, the second case study presents findings of a Lignite powered plant, and the third case study involves troubleshooting a VFD application in a sawmill.

Traction motor failures can be expensive. The costs of unplanned downtime and motor repair or replacement can be extreme, even to the point of damaging relationships with customers, including loss of business. Motor failures can also precipitate failures in other parts of a locomotive, such as the phase module drives for AC traction motors. Megger’s Baker Instruments product family includes AC and DC traction motor test solutions that completely evaluate the condition of the motor to deliver the high reliability and reduced costs necessary to stay competitive.

My goal is that this book will clarify a handful of the key points that are at the heart of most questions about infrared windows—their use and limitations.
The use of infrared (IR) inspection windows in industrial applications has grown exponentially over the past five years. Much of the recent acceptance has coincided with the increase in the level of awareness regarding electrical safety and risk reduction. Organizations such as OSHA, NFPA, CSA, IEEE, ANSI and NETA have been at the vanguard of this movement.

Electrical Ultrasound Inspection is one of the most unique applications as it is not dependent on decibel levels as much as the patterns the anomaly produces. However,limited approach restrictions can make it difficult to get the truest form of the Incident Sound Wave for pattern identification.

Por Stan Riddle el 28 de junio de 2017
traducido por TERMOGRAM
Un cliente me llamó, extremadamente frustrado, porque no podía conseguir una buena alineación. "He pasado dos horas tratando de alinear esta estúpida bomba", dijo. Culpaba al láser, a la bomba "barata" que tenía su compañía, a la mala fundación, a su mal profesor (a mí) ya cualquier otra cosa que me viniera a la mente.
No lo tomé personalmente, porque he estado allí también! Escuché sus frustraciones y lo dejé respirar. Y después de unos minutos, interrumpí la "ventilación", y dijo: "Si me das dos minutos, te diré cómo puedes arreglarlo."
El secreto - empezar de nuevo, y seguir los pasos.
- Saque todas las calzas, limpie los pies y fundación un poco.
- Realiza la alineación aproximada - ponga los ejes dentro del campo de juego.
- Deshágase del pie cojo. Comience con el peor pie. No te concentres en hacer el pie cojo perfecto, solo hazlo mejor.
- Apriete los pernos de sujeción del motor en el mismo orden, cada vez.
- Haz lo que dice el láser.
Recibí un correo electrónico de él al día siguiente, agradeciéndome por mi ayuda, y dejándome saber que lograr la alineación era rápido, simple y repetible.
El secreto, no hay uno. La frustración en la alineación no es nuevo, pero es tratable!
Cuando las herramientas de alineación con láser no son repetibles, no es el láser - ES USTED.
Es fácil tomar un atajo, poner una calza incorrecta, o un valor incorrecto en el láser. Y cuando lo hagas, terminarás frustrado, al igual que este tipo lo hizo.
Aléjate. Consigue una taza de café. Aléjese de la alineación durante unos minutos. Entonces comience todo, y no salte ningún paso.
¡La cura para la frustración de la alineación es SIEMPRE una buena alineación!
Ahorra tiempo. Ahorra dinero. Y se cuida de la máquina.

eje espaciador - ¿qué es?
cortesía de Fixturlaser
El término "eje espaciador" incluye muchas cosas!
Ejemplos:
- Extensión rígida entre 2 ejes sin soportes
- Eje de extensión a un acoplamiento flexible (espaciador, manguito, eje de carrete, bobina).
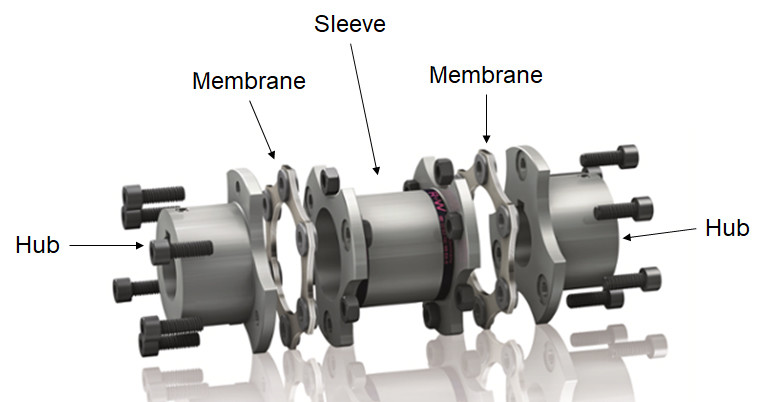
- Eje entre 2 elementos flexibles (por ejemplo, acoplamiento de membrana)
- Eje intermedio con uno o varios cojinetes de soporte.
¿Cuándo se utiliza el eje espaciador?
- Acoplamiento con un elemento flexible


- Acoplamiento con elementos flexibles dobles

Una distancia corta entre los elementos flexibles aumenta los ángulos



Por Stan Riddle Vibralign
Recientemente recibimos una solicitud de un cliente acerca de la seguridad de las calzas (shims). Un empleado en el sitio del cliente había experimentado un casi problema de seguridad, debido a que caminó demasiado cerca a una máquina, y su ropa fue atrapada contra un shim. Puesto que tengo una cicatriz en mi pulgar derecho causada por un shim de 3 mil, pensé que una discusión sobre la seguridad de estas podría estar en orden!
Los shims hacen tres cosas:
- Cambian la elevación de la máquina móvil.
- Compensan el pie cojo o pata renca.
- Proporciona una superficie lisa y plana para los pies de la máquina.
Como tal, deben ser utilizados en el proceso de alineación. Sin embargo, las consideraciones de seguridad adecuadas para los shims deben utilizarse también.
TIPOS DE SHIMS
Hay básicamente tres tipos:
-Pre-cortados, shims de acero inoxidable. Estos tipos de shims son los más utilizados. Vienen en muchos diversos tamaños, o pueden ser pedido por encargo. Estos tienen una lengüeta de seguridad, para ayudar en la instalación y la eliminación. Por lo general, no tienen rebabas, pero pueden tener un borde afilado. Y los muy finos - menos de 5 mils, pueden cortar, especialmente si se extienden fuera de la máquina.

- Rollo. Una vez fueron muy comunes, los rollos de material laminado no se usan actualmente. Cada shims tenía que ser colocado, cortado con cortes, y desafilado. Debido al tiempo, estos shims se cortaban apresuradamente. Se recomienda encarecidamente que se utilice este material de recorte sólo como último recurso. Es demorado, inexacto (si no se mide, y se desafila), y si se considera el tiempo, es más caro que los pre-cortados.

-Shims plásticos o blandos. Estos se utilizan con mayor frecuencia para compensar las irregularidades en la base de la máquina de los pies, y para minimizar los efectos negativos del pie cojo. Puesto que son algo elásticos, se utilizan mejor conjuntamente con los pre-cortados inoxidables.
PRÁCTICAS DE MANEJO SEGURO
Como con cualquier acero de corte fino, los shims deben ser manejados con guantes siempre que sea posible. Las lengüetas de los shims pre-cortados sirven como un "mango" para instalar o quitar shims debajo de un motor. La eliminación de shims se hace mejor con pinzas de punta de aguja, o una herramienta de eliminación de shims (o gancho), si su proveedor de shims tiene estos. Si se deben cortar shiims o material de shims, se debe cortar con el tipo correcto de cortes, desafilar y hacer que sea seguro para el uso. En caso de duda, póngase en contacto con su departamento de seguridad para aplicaciones específicas en su instalación.

ALTERNATIVAS DE COLOCACIÓN
Si los shims se colocan de manera que las lengüetas estan expuestas, y haya una oportunidad de chocar contra las mismas, se deben considerar otras configuraciones de colocación.
- Una es instalar los shims con las lengüetas en línea con los ejes, por lo que las mismas no sobresalen hacia el exterior en las áreas de tráfico o exposición.
- Otro método para minimizar la exposición a un corte es, una vez que se ha completado la alineación, las lengüetas de compensación podrían cubrirse con una capa de plástico líquido, tal como los productos desarrollados para el recubrimiento de las manijas de las herramientas.
- Los shims son esenciales para la alineación adecuada, pero deben considerarse como puntiagudas, y las técnicas adecuadas de colocación y manipulación ayudarán a minimizar los riesgos de accidentes.


Otra buena pregunta. Simplemente, la forma de onda circular es sólo una forma de onda regular que se muestra en una trama circular, mientras que cada revolución es una orden de la velocidad de giro. Dado que no hay referencia de fase, esto no se considera una órbita. Las aplicaciones en las que esto podría ser más beneficioso son identificar defectos de engranajes y cojinetes. Las industrias que también pueden obtener el mejor uso de formas de onda circulares son máquinas de papel y metales industriales. Dada que la correlación automática y la forma de onda circular muestran métodos que se han utilizado en otros programas durante algún tiempo, hay una gran cantidad de buenos foros y ejemplos disponibles a través de sitios como Association of Asset Management Professionals (maintenance.org)

La alineación de la correa, o más exactamente la alineación de la polea, es el proceso de lograr alineación radial y axial apropiada de las líneas centrales de las ranuras de polea, sobre las cuales corren las correas. Históricamente, la alineación de la correa o de la polea no se ha considerado una preocupación importante en el mantenimiento, debido a que los costes de la correa son relativamente pequeños. Sin embargo, si las poleas no están correctamente alineadas y tensadas, ocurren los siguientes problemas:
- Reducción de la vida útil de las correas
- Aumento de la carga radial y axial de los ejes y los cojinetes que los soportan
- Aumento del desgaste y disminución de la vida de las poleas
- Mayor ruido, vibraciones, polvo y calor debido al desgaste de la correa.
En el pasado, las correas se alineaban usando una regla o cuerda, pero este método no puede medir con precisión el paralelismo de los ejes. Un método más preciso es el uso de una herramienta de alineación de polea láser.
Excentricidad radial del eje
Un desvío radial del eje indica normalmente un eje curvado. Si la curva del eje está fuera de tolerancia, debe ser reemplazada. El funcionamiento a largo plazo de una máquina con un eje doblado puede causar una vibración excesiva, una vida reducida del cojinete y del sello, y una vida útil reducida de la correa.
Excentricidad radial de la polea
Un desvío radial de la polea debe comprobarse después de verificar que no existe un desvío radial del eje. Si la polea tiene excentricidad, probablemente se deba a una polea excéntricamente perforada. Reemplace o vuelva a mecanizar la polea antes de alinear las poleas.
Excentricidad axial de la polea
Por lo general, la excentricidad axial de la polea indica:
- El casquillo de bloqueo cónico no está montado correctamente. Apriete los pernos del casquillo de bloqueo cónico usando un patrón de pernos, y pases múltiples.
- El eje es subdimensionado, haciendo que la polea o el cojinete se "acerquen" en el eje.
- La polea o cojinete esta sujetada excéntricamente.